| 1. Các vấn đề chuẩn bị trước khi lắp đặt máy mài Một. Khi nhà máy được vận chuyển đến địa điểm và chưa được cài đặt, nó phải được lưu trữ đúng cách, và các bề mặt tiếp xúc nên được phủ dầu mỡ chống gỉ và tránh ánh nắng mặt trời và mưa, để ngăn cơ thể máy bị rỉ sét và tưới nước. b. Nếu nó vượt quá 6 tháng từ nhà máy mài khiến nhà máy đưa nó vào sử dụng, hệ thống trục trung tâm máy chính, thiết bị truyền động, thiết bị lăn, thiết bị tách, v.v ... nên được làm sạch và kiểm tra, và thêm dầu bôi trơn cho từng thành phần. c. Nền tảng của máy chính, quạt chính, máy nghiền hàm và thang máy xô sẽ làm hỏng nền tảng bê tông cốt thép. d. Bề mặt của móng nên được san bằng với một thước đo san lấp, và độ sâu của bê tông nên sâu hơn ít nhất 100-200mm so với các lỗ tương ứng của các bu lông móng, cần được xác định theo chất lượng đất và khí hậu địa phương. e. Dự trữ các khe vữa thứ cấp rộng 100-150mm tại vị trí của các lỗ bu lông nền. f. Thêm một hố nước và làm thang tại vị trí thích hợp của hố. g. Bề mặt trên của sắt nhúng trước và mặt đất phải ở trên cùng một mặt phẳng. Sự hàn của sắt nhúng trước nên rắn và đáng tin cậy.
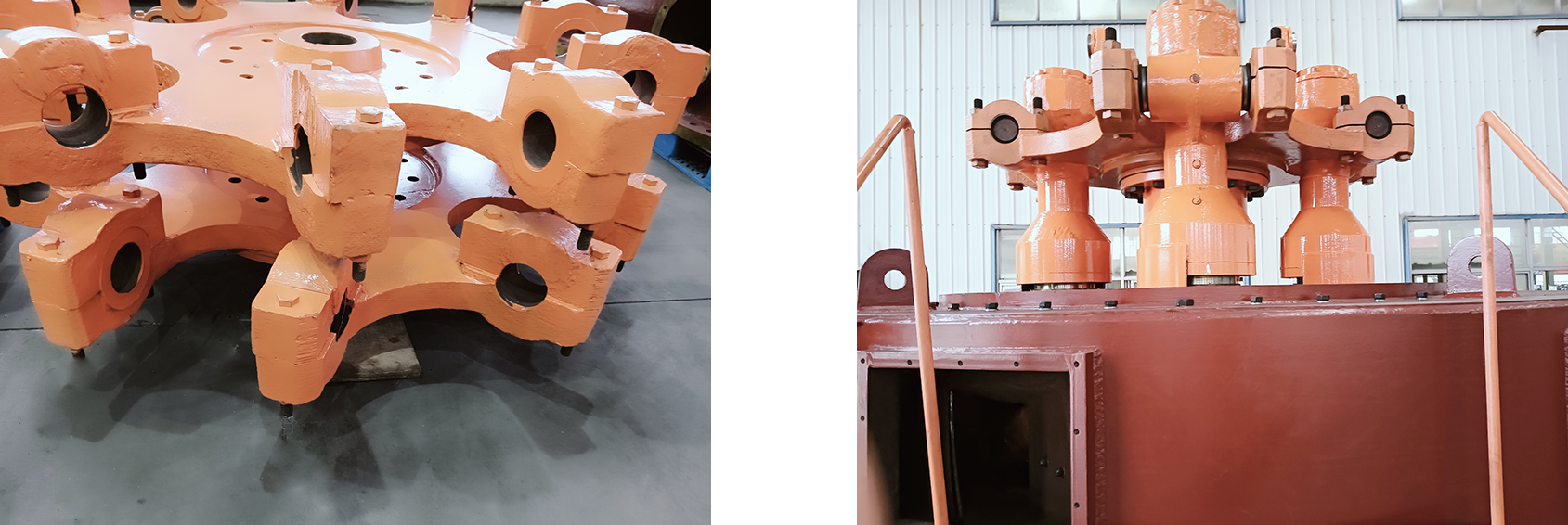
2. Lắp đặt máy nghiền Một. Cài đặt máy chính trước, sau đó sửa thiết bị ổ đĩa để đảm bảo rằng ròng rọc lớn của máy chính và ròng rọc vành đai của động cơ chính được căn chỉnh và song song với đường trung tâm, và đảm bảo lực chịu lực trước của vành đai để tránh bị trượt và đốt đai. b. Trong quá trình lắp đặt, nó phải đảm bảo rằng ròng rọc lớn của thiết bị tách và ròng rọc của động cơ phân tách được căn chỉnh và đường trung tâm song song, và đảm bảo lực chịu lực trước của vành đai để tránh bị trượt và đốt đai. c. Lắp đặt tại chỗ của đường ống, kết nối giữa các thành phần nên được thêm vào miếng đệm niêm phong. Không bao giờ cho phép hiện tượng rò rỉ không khí ảnh hưởng đến đầu ra. Bảy quá trình niêm phong kháng nhiệt độ cao, có khả năng chịu được áp lực cao, độ bền hoạt động mạnh, có thể hoạt động trong môi trường lên tới 200 độ C, có độ ổn định hóa học và khả năng chống ăn mòn và có thể được sử dụng trong một số ứng dụng công nghiệp đặc biệt. d. Nếu hai thành phần không thể được khớp chính xác do lỗi nền tảng và lỗi sản xuất, chúng nên được kết nối sau khi sửa chữa cục bộ.
3. Gỡ lỗi máy nghiền (không chạy thử: Các bộ phận vận hành phải được bôi trơn hoàn toàn trước khi thử nghiệm để tránh thiệt hại cho các bộ phận đang chạy) A. Trước khi kiểm tra tải chạy, làm sạch các tạp chất bên trong buồng mài và đường ống để tránh thiệt hại cho các bộ phận vận hành, và sau đó không nên chạy thử nghiệm không tải của máy chính dưới 1 giờ. Khi máy chạy trơn tru, nhiệt độ dầu trong hộp không được vượt quá 80, nhiệt độ tăng không được vượt quá 40. B. Quạt chính nên được bắt đầu mà không tải và tải trong hoạt động bình thường, sau đó quan sát hoạt động trơn tru của nó mà không có tiếng ồn và độ rung bất thường. Nhiệt độ tối đa của vòng bi lăn không được vượt quá 70 và tăng nhiệt độ không được vượt quá 35. C. Tải thử thời gian chạy không được ít hơn 8 giờ. Sau khi máy mài hoạt động bình thường mà không có tiếng ồn bất thường và không có hiện tượng rò rỉ không khí của các kết nối đường ống, hãy thắt chặt các ốc vít một lần nữa, do đó máy mài có thể được sử dụng bình thường. D. Thời gian chạy thử của thiết bị phân tách bột không được dưới 8 đến 12 giờ. Việc chạy thử nghiệm sẽ được thực hiện dần dần từ tốc độ thấp đến tốc độ cao. Sự gia tăng nhiệt độ của các bộ phận ổ trục phải được ghi nhận trong quá trình hoạt động. E.During hoạt động ban đầu của nhà máy mài trong 200, 500 và 800 giờ, kiểm tra và thắt chặt các đai ốc của các bộ phận vận hành kịp thời để tránh nới lỏng (chẳng hạn như tất cả các bu lông nền và bu lông kết nối). |